
Ein Tag im Runderneuerungswerk

Bereitsstellen der abgefahrenen Reifen zur Inspektion

Vorbereitung der Karkasse für die optische Inspektion

Aufspannen der Karkasse zur Inspektion auf dem Spreizer

Visuelle Überprüfung der Karkasse

Überprüfen auf Seitenwandschäden

Erfassen der Karkassen im Produktionsmanagementsystem

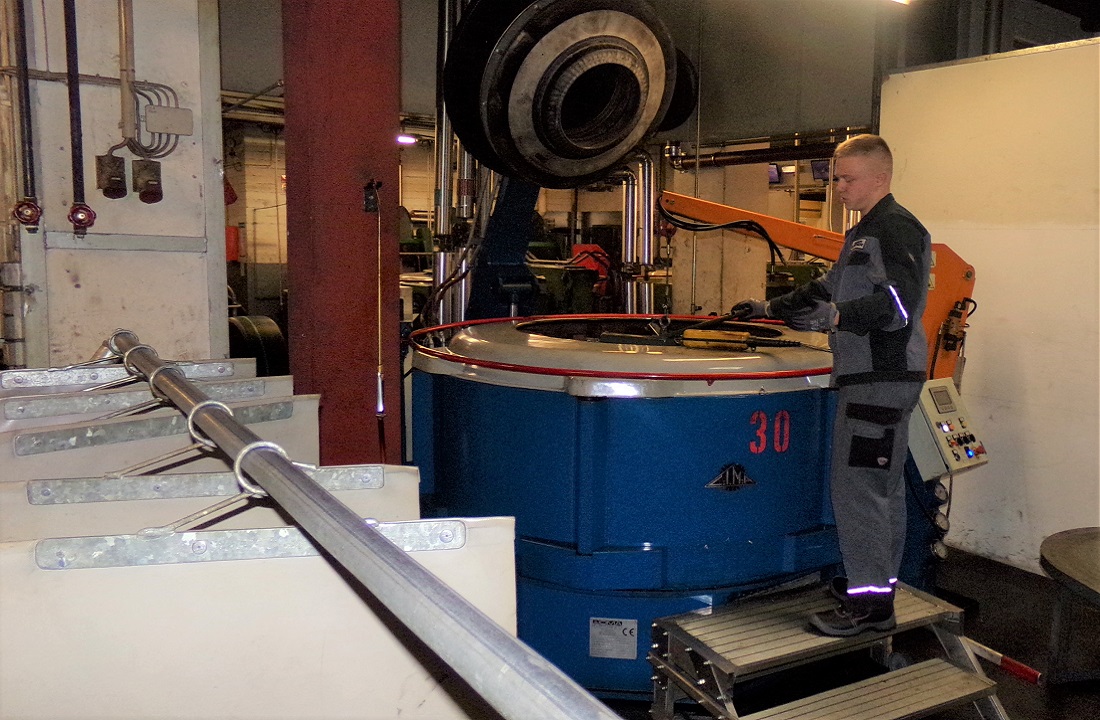
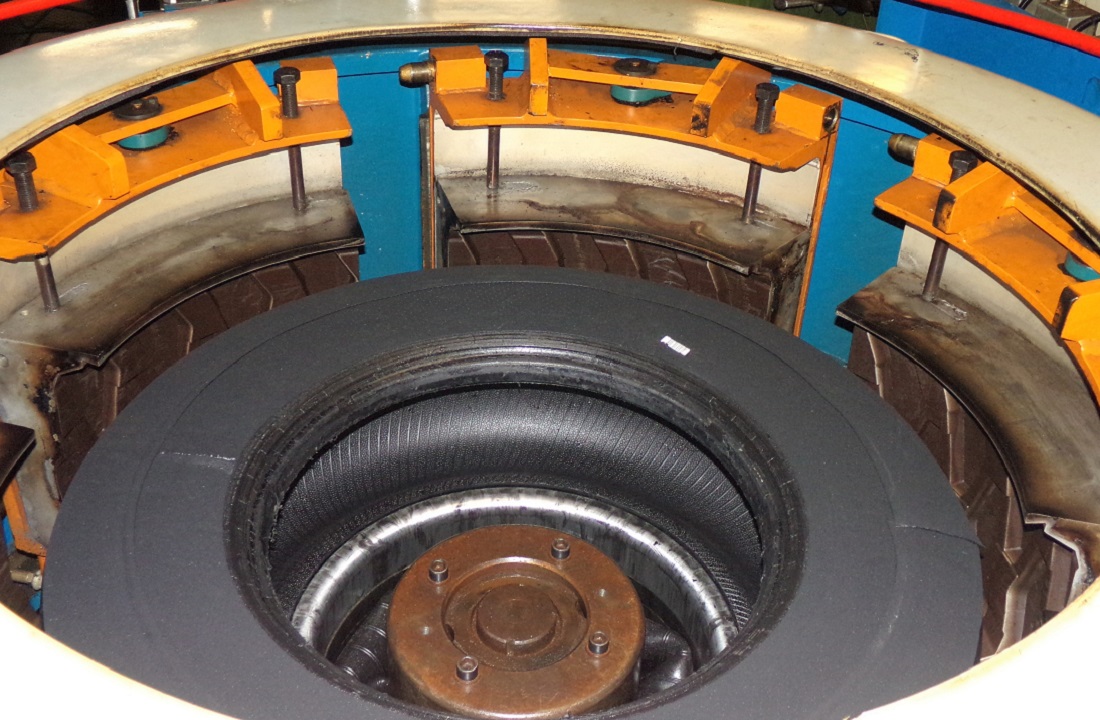
Überprüfen auf strukturellen Schäden in der Shearografie

Einspannen des Reifens für den Rauprozess

Entfernen des Altgummis von Lauffläche und Seitenwänden

Übergabe des abgerauten Reifens in die Hängebahn

Erfassen der gerauten Karkasse mittels Barcode im Produktionsmanagementsystem

Ausschleifen von Verletzungen im Laufflächenbereich

Vorbereiten des Anbringens einer Pflasterreparatur

Auftragen von Haftvermittler

Auftragen der Gummilösung in Spraykabine
Öffnung der Heizpresse zur Entnahme des vulkanisierten Reifens

Entnahme des vulkanisierten Reifens aus der Presse

Vulkanisierter Reifen wird zur Endinspektion weitergeleitet

Heizform und Seitenplatten werden mit Silikonlösung eingesprüht

Neu belegter Reifen wird in die Heizpresse eingelegt
Eingelegter Rohreifen in der Heizpresse

Starten des Heizvorgangs

Auffüllen von Verletzungen der Seitenwand mit dem Handextruder

Aufbringung der neuen Seitenwand

Belegter Reifen auf der Seitenwandbelegemaschine

Entnahme des belegten Reifens zur Vulkanisation

Transport des belegten Reifens zur Pressenlinie

Vorbereitung des Reifens für Laufflächenbelegung

Belegung des neuen Laufflächenmaterials

Kontrolle an der Pressenlinie

Druckprüfung des fertigen Reifens an der Druckprüfmaschine

Erfassung des Reifens nach Endkontrolle

Überprüfung der Belegestärke mittels Ultraschallsensor

Endkontrolle

Endkontrolle in der Shearografie

Beschicken der Shearografie-Anlage
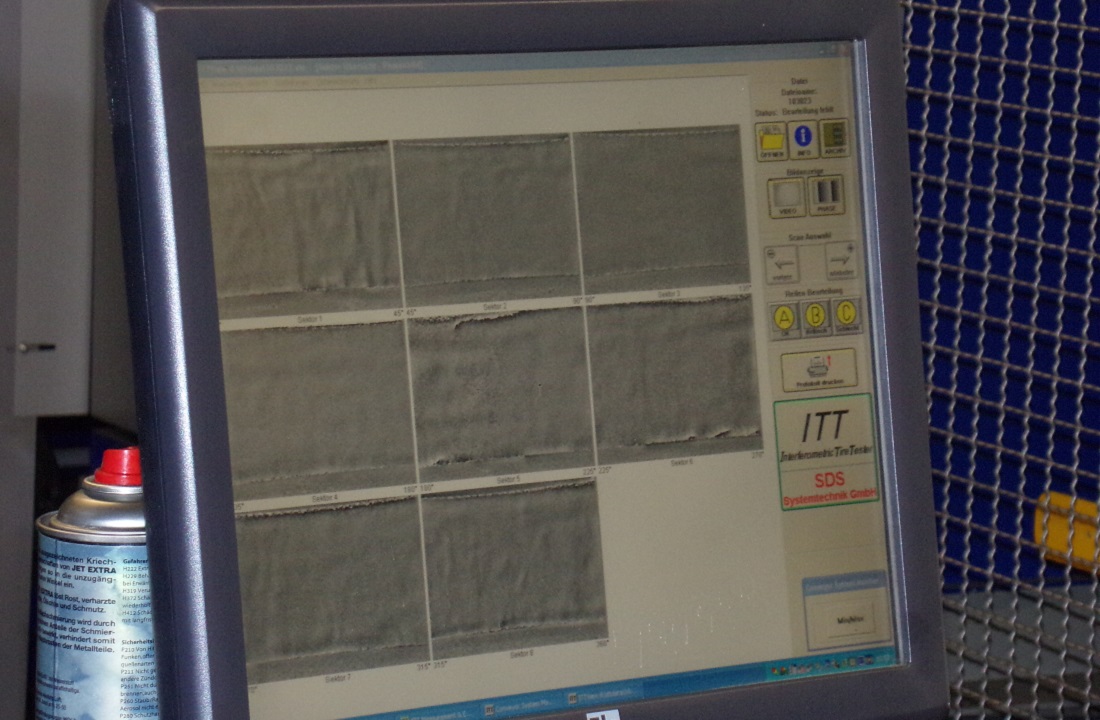
Kontrolle der Shearografie-Ergebnisse auf dem Monitor

Überprüfung der Shearografie-Ergebnisse

Transport der fertig runderneuerten Reifen ins Lager

Einlagern der runderneuerten Reifen